
L’une des deux G 16 entre Thionville et Hargarten-Falck, un convoi de 1710 tonnes de minerai de fer au crochet. « doc A.L., coll. Jean Buchmann »
Des années sans rassembler des morceaux de vieilles vapeurs Jouef façon puzzle, c’est pas une vie. Charcuter le bon vieux plastoc’ champagnolais, ça manquait à nos pognes. On s’encroûtait, faut r’connaître. Nous, de simples consom’s ? Sacrebleu, on n’allait pas abandonner notre activité favorite. Remettons notre tablier, voici de quoi nous dérouiller, nos outils et nous.
Cette fois je me suis attaqué pour la première fois à une loc’ de la Compagnie Alsace-Lorraine : la G 16. Volontairement donc avec divers éléments de modèles Jouef anciens, comme au bon vieux temps des 90’ Si comme moi votre activité préférée est de bricoler et construire des modèles, je vous invite à le faire à votre tour.
Les embiellages vous rebutent ? Cool, pas de panique puisqu’on reprend tel quel le châssis d’une 150 déjà équipé des roues et bielles d’accouplement. Quand aux embiellages de distribution ben c’est pas compliqué, y’en a pas ! A la place, c’est un arbre « Caprotti ». J’ai fait faire les pièces en fonderie. Les mettre en œuvre est très simple. Plus rien ne nous retient, on est les rois de la vapeur.
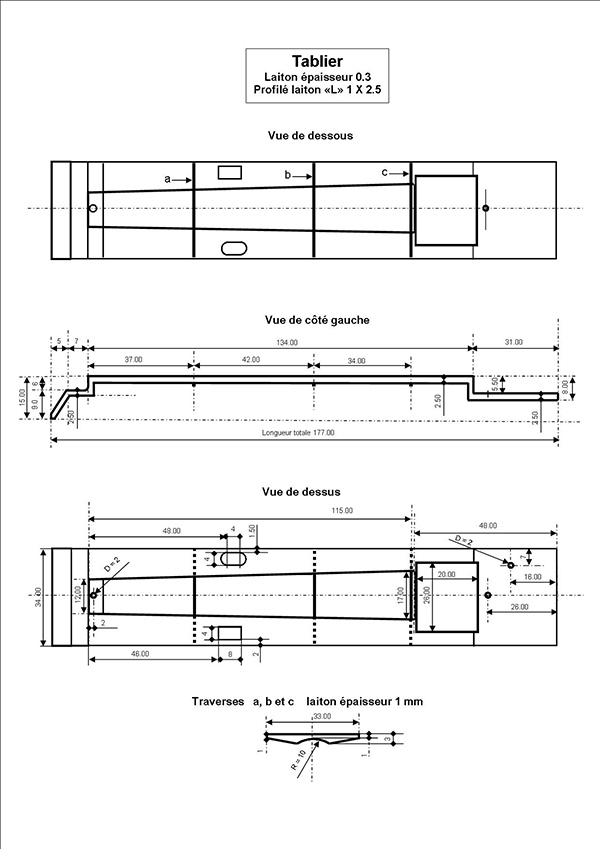
Pour vous guider je renoue ici avec l’esprit de mes anciens dossiers. Parmi eux je proposais une méthode pour faire une 242 A 1 (voir sur RMF 386). Son tablier « haut perché » m’avait amené à faire cette pièce en laiton, jouant le rôle d’un « squelette » réunissant le corps cylindrique/abri au châssis. Beaucoup de lecteurs s’y sont mis à leur tour après cette parution, ils m’en causent encore. Et bien pour la G 16 c’est la même méthode qui est mise en œuvre. Après la recherche empirique des formes et des cotes des pièces à confectionner, je me suis planté durant des plombes devant mon vieil ordi. J’ai bossé dur pour vous : plans cotés du tablier, cendrier, supports de chaudière, aérateur, réhausse de trémie du tender. Vous pourrez faire tout ce bastringue en laiton soudé ou en plasticarte, selon votre choix et habitude. Si vous la préférez « avec », faites-lui des écrans pare-fumée de la même manière.
Qui n’apprécie pas de voir onduler façon serpent sur les courbes et les appareils de voie un convoi de wagons minéraliers, typique de la région Est ? Lorsqu’on opte pour l’époque des compagnies, quoi de plus chouette et emblématique qu’une telle rame tractée par une G 16 !
Chers passionnés, je n’ai maintenant qu’une chose à vous dire : au boulot !
Vous y parviendrez sans prise de tête et serez satisfaits du résultat.
Les monteurs de kits ne seront pas en reste, puisque l’ami Christophe (AMF 87) a inscrit la G 16 à son programme de futures machines. Sur ma demande pressante il a déjà réalisé les plaques d’immat’ et j’ai fait les arbres « Caprotti ». Alors c’est bien dans les clous !
LA FORCE, TRANQUILLE
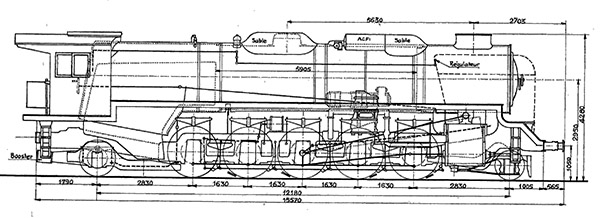
135 tonnes, près de 3000 cv, effort de traction phénoménal ! Commandés en 1934 par la compagnie Alsace-Lorraine, les deux prototypes de locomotives 151 N° 5901 et 5902 étaient destinés à la remorque des trains de minerai de 1600 à 2000 tonnes en faisant l’économie de machine de pousse sur les lignes de la région de Thionville.
 |
Comment ne pas craquer à la vue de telles beautés ? Perso, leur allure moderne m’a depuis longtemps enthousiasmé.
La 5901 fut livrée en 1936 et la 5902 en 1937. Hormis le cas à part de la 160 A 1, elles furent les machines à vapeur pour trains de marchandises les plus puissantes de France. Les ingénieurs de l’O.C.E.M. et de la S.A.C.M. s’étaient surpassés. Ils les avaient dotées des derniers perfectionnements de l’époque, et amélioré le confort des équipes de conduite. Abri spacieux, plate-forme Mestre et tout l’toutim’ mais pas d’éclairage électrique ni de Stoker. Son absence peut sembler bizarre, la raison en est peut-être un choix de combustible non-compatible. A sa sortie de construction, la 5901, pas encore munie d’écrans pare-fumée, avait la silhouette agressive et puissante des géantes américaines. Un « booster » ( = moteur à vapeur) installé dans le bissel arrière pouvait apporter un supplément d’effort au démarrage des très lourds convois. A l’origine, la compagnie avait envisagé la commande d’une dizaine d’exemplaires pour ses besoins, une fois validées les performances de ces puissants engins.
Dommage, la carrière de ces deux prototypes fut écourtée par la guerre de 39-45. Emportés en Allemagne, rapatriés plus tard à l’état d’épaves, ils ne furent pas réparés. On sait le choix de l’époque : les électrifications, avec pour corollaire l’abandon des projets de futures locos vapeur, puis la mise au rencard de prestigieux prototypes tels la 160 A 1 et la 242 A 1, enfin leur regrettable et précipitée destruction. Plutôt que de faire construire d’autres G 16, la SNCF décida d’utiliser les dix 151 A ex-PLM qui devenaient inutiles sur la ligne Paris-Dijon. Ces dernières furent donc mutées à Thionville pour assurer ce service pendant quelques années, avant les électrifications et la relève par les CC 14000/14100.
Eric Seibel – février 2021


Lectures intéressantes :
- « L’encyclopédie des Chemins de Fer d’Alsace-Lorraine » (vol.1) de Jean Buchmann, Jean-Marc Dupuy et Bernard Mayer (éd. LR presse), pages 252-253.
- « Les deux « Santa Fe » de l’AL n° 5901 et 5902 », de J.P. Geai « Le Train » N° 215 pages 4 à 8.
Remerciements à :
Jean Buchmann, Dominique Buraud, Jean Danielo, Christophe Dufrenoy, Michel Kopp, Jean-Luc Morel, Claude-Bernard Rossinelli, Guy Thevenin.
LES ÉTAPES DE LA CONSTRUCTION
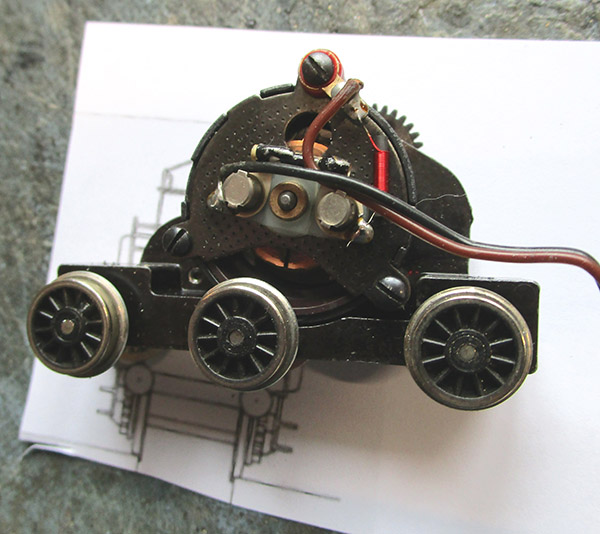
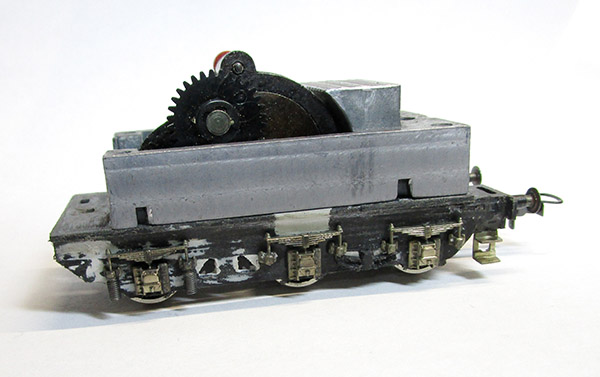
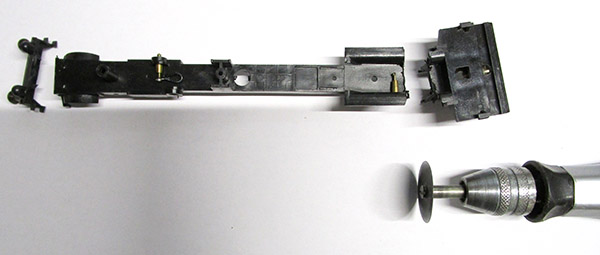
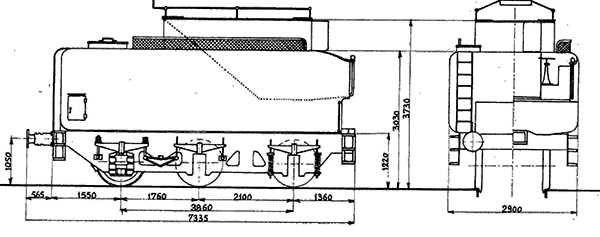
1 - Pour obtenir un fonctionnement sans faille, j’utilise le bloc moto-transmission du tender d’une ancienne 040 D Fleischmann. Les boudins de roues « hénaurmes » sont réduits à une hauteur de 0. 8 mm. Autre option possible : celui d’un 3 essieux Roco, très répandu parmi les modèles vapeur de la marque.

2 - « Massacre à la tronçonneuse ! » La caisse est obtenue à partir de celle d’un tender type « Nord » (Jouef ou Riva), raccourcie sur mesures par « saucissonnage ».
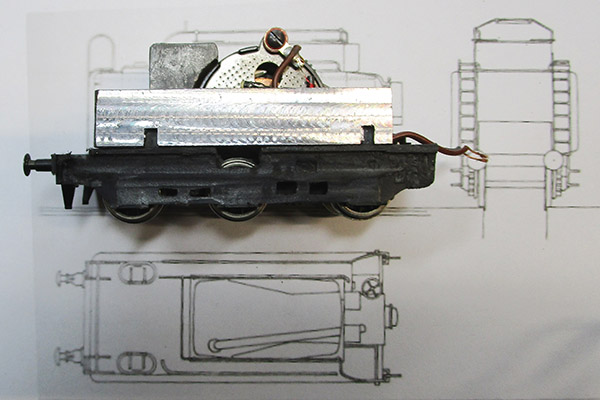
3 - Diminution de la largeur du lest en plomb (1. 5 mm de chaque côté) et du châssis pour qu’ils rentrent dans la caisse. Arasage de tous les reliefs sur les longerons.
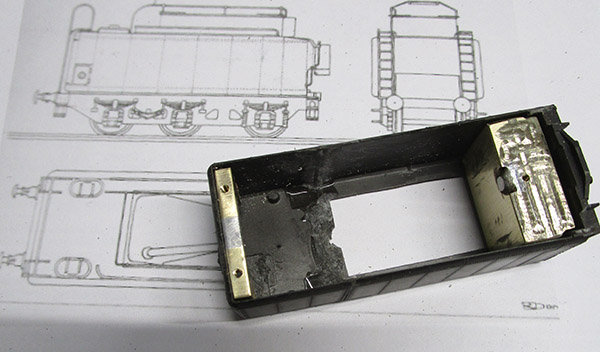
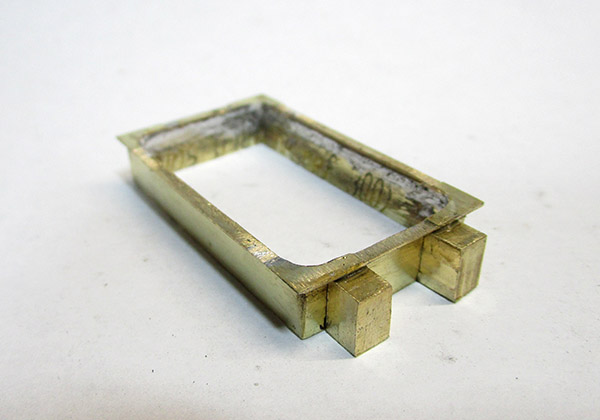
4 - Collage (cyano) des deux parties conservées, puis renforcement à l’époxy. Après durcissement, fraisage du surplus jusqu’à obtenir le passage du châssis. Confection et collage de blocs de laiton, comportant des trous taraudés pour y visser le châssis.
5 - Fabrication d’une réhausse de trémie, avec des chutes de photogravure.
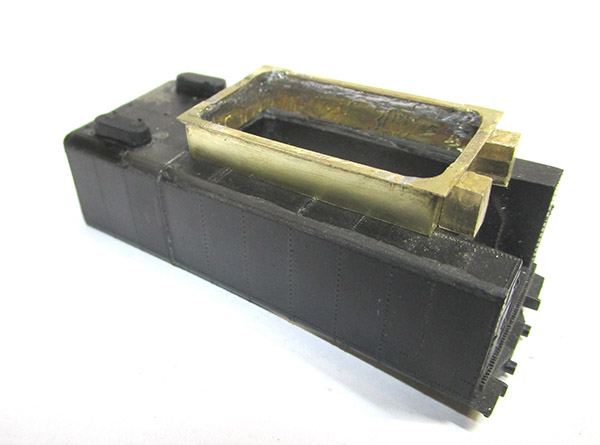
6 - La réhausse est collée sur la caisse.
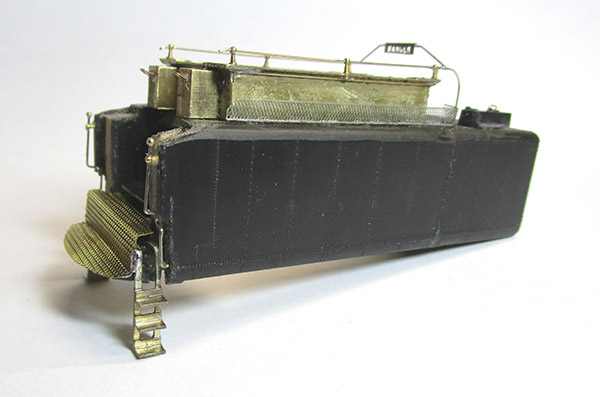
7 - Pose des détails : marchepieds, mains courantes, grilles de part et d’autre de la réhausse, et d’une plate-forme à l’avant.
8 - Collage de boîtes d’essieux (AMF 87 Réf. A 342) et de marchepieds arrières sur les longerons du châssis.
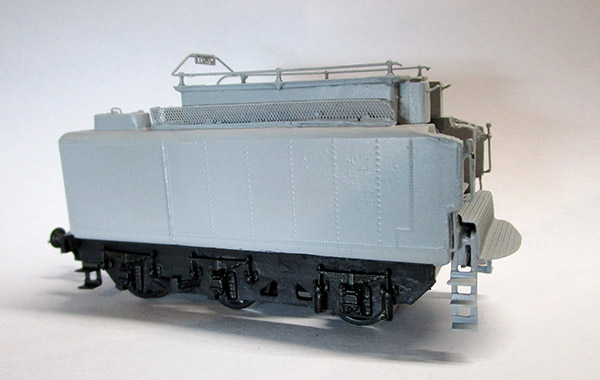
9 - Après passage d’une couche d’apprêt, les opérations sur le tender sont presque terminées. Il restera à faire la liaison électrique avec la loco et la peinture finale.
10 - Tronçonnage des parties avant (derrière la traverse de choc) et arrière (juste après le palpeur de courant) du châssis de 150 X.
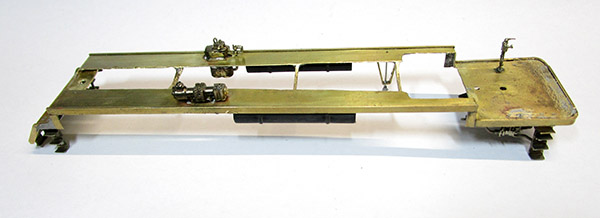

11 et 12 - Fabrication du tablier en tôle fine de laiton et profilé forme « L » de section 1 X 2.5 mm, selon le plan. Soudure de marchepieds, traverse avant, compresseur d’air, pompe A.C.F.I. et prise Flaman. Ajustement et collage d’un morceau de la partie arrière du châssis de la 150 X.

13 - Les 2 parties du corps cylindrique de 241 P sont solidement collées ensemble puis ébarbées. La boîte à feu est allongée par un apport de Sintofer puis mise en forme en se référant au diagramme à l’échelle.

14 - L’avant du dôme d’origine est arrondi et son empreinte est prise pour en mouler un semblable. Celui-ci est coupé en deux, sa moitié la moins arrondie est remplacée par des ballonnets ACFI.
15 - Le corps cylindrique et le tablier sont ajustés.
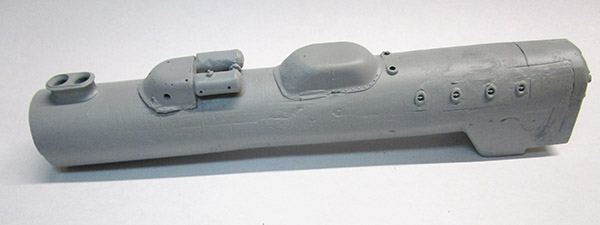
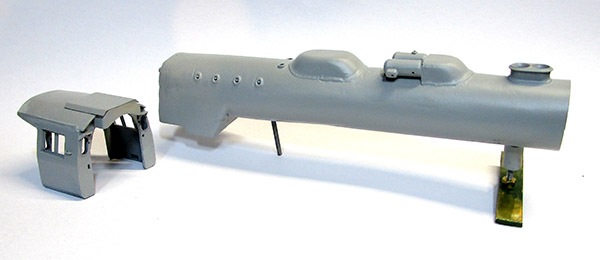
16 - Après application d’enduit et un premier ponçage, le corps cylindrique est recouvert d’une couche d’apprêt.

17 - Confection du bloc-cylindres, en 2 parties taillées dans des blocs de résine, puis reliées par une plaque de laiton. Un impératif : l’axe des cylindres doit être à la même hauteur que celui des essieux. Ne pas dépasser 27 mm pour l’entr’axe des cylindres, pour qu’ils ne débordent pas trop du tablier.
18 - Les bielles motrices de 150 X conviennent. Des crosses de pistons semblables mais en laiton sont préférées, afin de pouvoir couder/contre-couder leur tige, éloignant ainsi les crosses des tourillons de roues.
Les glissières sont faites selon le plan. Le berceau de boîte à fumée de 150 X est réutilisé.
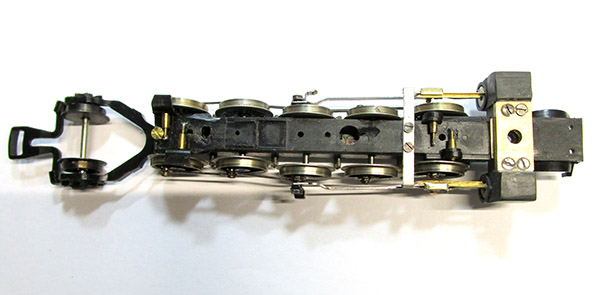
19 - Le bissel avant est repris tel quel, et à l’arrière est posé un bissel de 141 R. Ce châssis de 150 X n’est muni que d’un seul palpeur de courant par polarité, alors que sont prévus des supports pour deux. On peut ajouter les manquants.
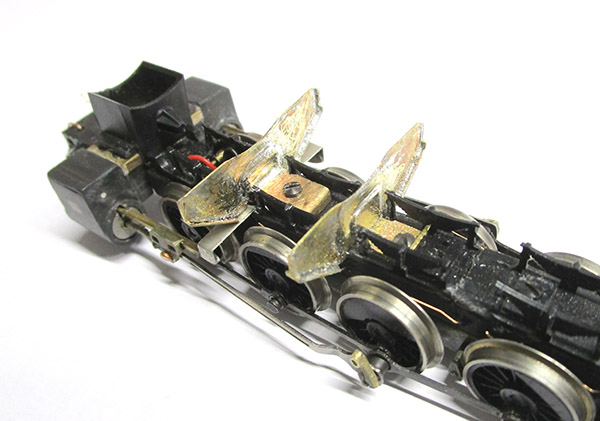
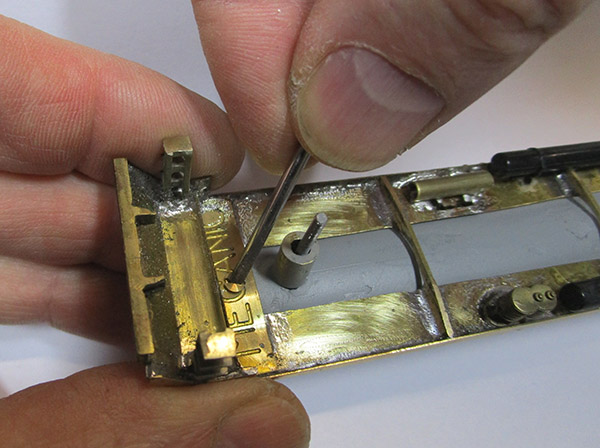
20 - Le tablier étant « haut perché », le jour important entre lui et le châssis est « meublé » par des ressorts à lames. On peut placer des pièces en fonderie du commerce artisanal, ou comme ici des sections de châssis en plastique de récup’.
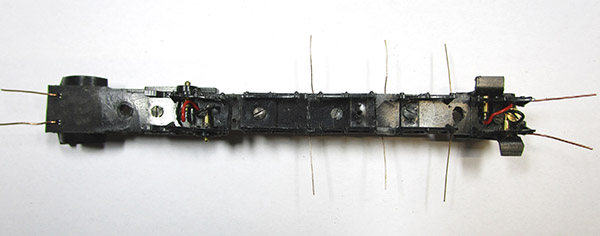
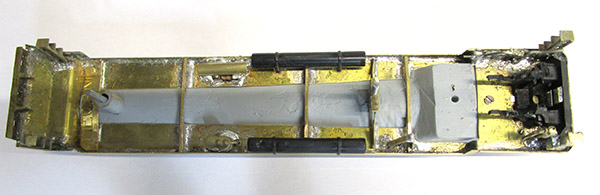
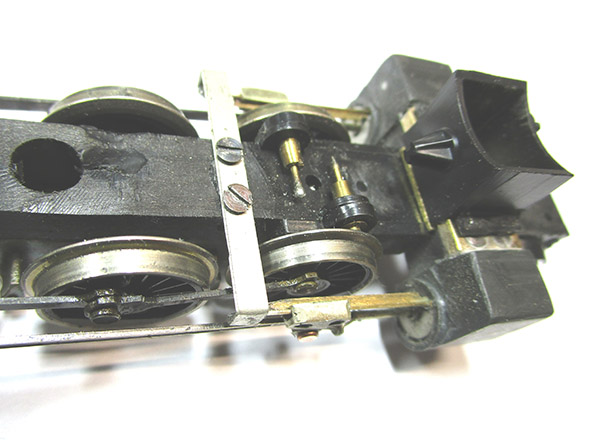
21 - Vu de dessus, le châssis muni de ses sections avec ressorts à lames, fixées avec de fines vis Jouef de dessous de châssis. Celles du tender étant « à pneu », toutes ces roues intermédiaires sont munies de palpeurs en fil de bronze phosphoreux.
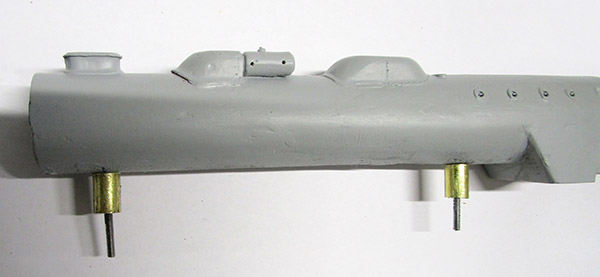
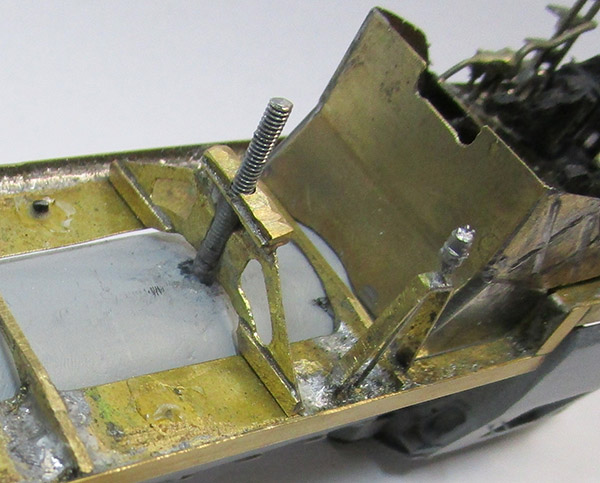
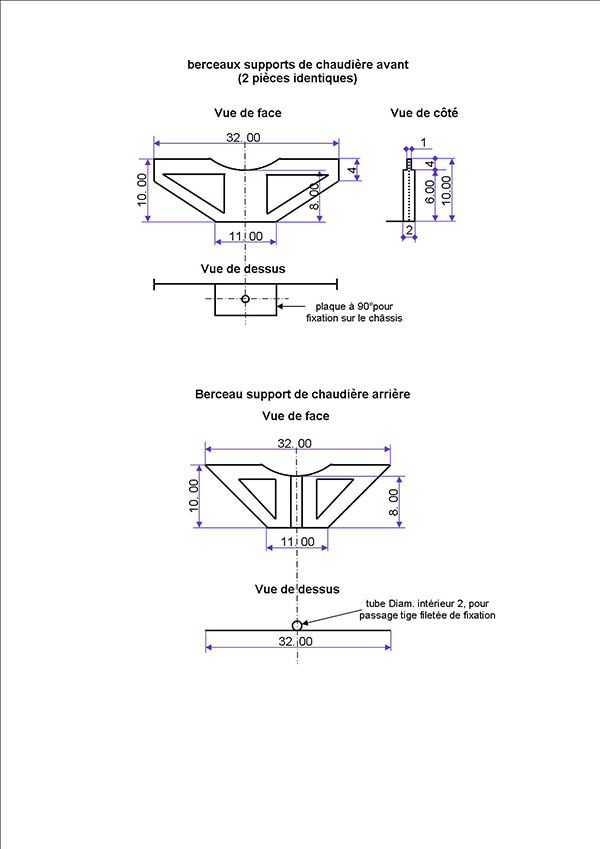
22 - Afin de positionner l’ensemble tablier/corps cylindrique à bonne hauteur, préparation de deux entretoises (hauteur = 8 mm) autour des tiges filetées de 2 mm plantées et collées sous le corps cylindrique, l’une à l’avant dans l’axe du bloc-cylindres, l’autre à l’arrière.

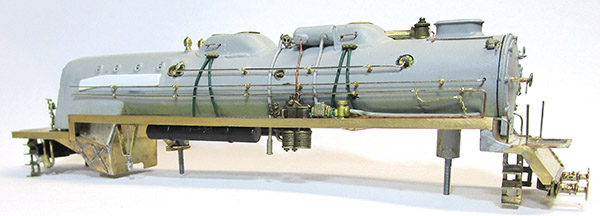
23 - Une fois cet ajustement fait, confection de la pièce de remplacement (à droite), de la même hauteur au centre que l’entretoise arrière, pour la remplacer.
Faire aussi 2 autres supports pour l’avant. Les 3 pièces sont à faire en laiton ou plasticard, d’après les plans.
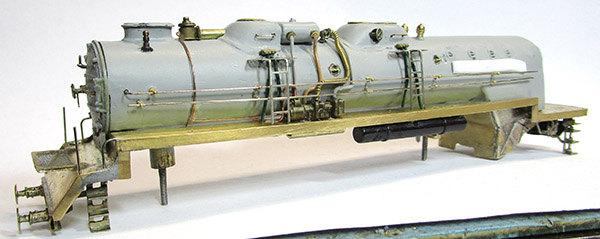
24 - Les 2 pièces de l’avant sont fixées au châssis avec les mêmes vis que celles de maintien des ressorts de suspension.
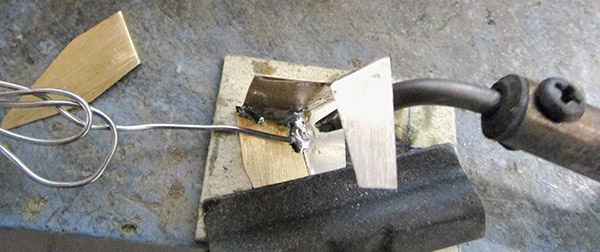
25 - Découpage selon les cotes indiquées, puis soudure entre eux des différents coupons de tôle de laiton pour former le cendrier (on peut aussi faire cette pièce en plasticard).
26 - Les côtés du cendrier reçoivent des nervures de renfort en croix, en fil de 0.30 soudé.
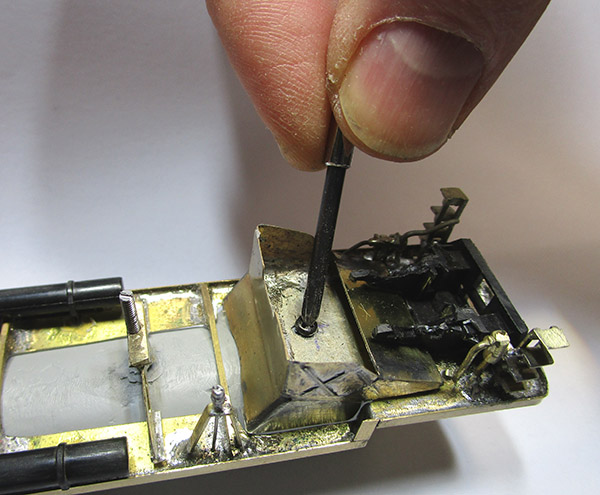
27 - Fixation sous la boîte à feu par une vis. Gaffe que sa paroi avant ne soit pas en contact avec les boudins de roues du dernier essieu accouplé.
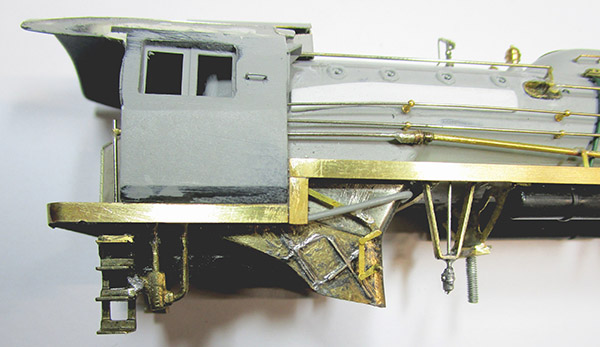
28 - Fixation du tablier à l’avant au moyen de la vis Jouef en laiton qui assemble les deux moitiés du corps cylindrique.

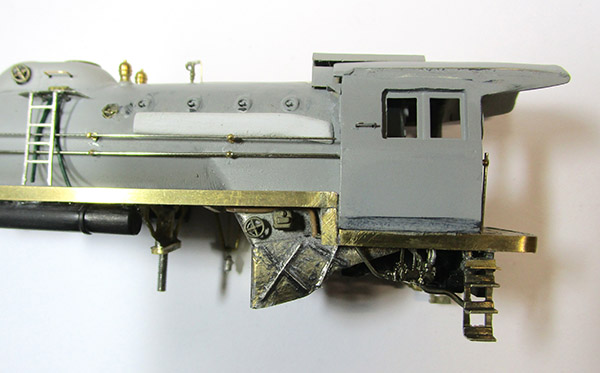
29 - La toiture de l’abri de 150 X est rallongée, les creux sur les parois et la toiture sont comblés au Sintofer. Les fenêtres latérales sont agrandies et recentrées, des cadres de fenêtres en laiton de 141 R collés à l’intérieur. D’autres cadres plus petits sont travaillés avec de petites pinces pour prendre cette forme, puis collés sur la paroi arrière.

30 - Pour ventiler l’équipe de conduite du bon air d’Hargarten-Falck, l’aérateur est fait de deux chutes de photogravure découpées, formées et soudées suivant le plan.

31 - Pose de l’aérateur. Sur les fenêtres frontales, les « casquettes » arrondies d’origine sont remplacées par des pièces anguleuses, formées dans des chutes de photogravure.

32 - Les côtés du bissel de 141 R sont percés de trous triangulaires. Les boîtes d’essieu sont remplacées par des boîtes à coussinet (récup’ sur un wagon). Le contour en relief est représenté par un fil de laiton ou maillechort de 0.30 collé.

33 - Pour simuler le volume du booster, une pièce est taillée dans un morceau de laiton, ce qui alourdit le bissel par la même occasion. Des extrémités de réservoir (provenant de la 150 X) sont collées à l’arrière pour représenter les deux cylindres.

34 - Ainsi, pas de vide disgracieux sous l’abri et le cendrier.
35 - Entre les divers ajustements, le corps cylindrique et l’abri reçoivent alternativement une couche d’apprêt et un nouveau ponçage, jusqu’à effacer au maximum les imperfections sur les surfaces les plus exposées.

36 - Les côtés de la boîte à feu reçoivent des bandes de plasticard pour représenter les bossages de tôle.
37 - L’entretoise arrière est solidarisée à la tige filetée de fixation par collage.
38 - Sur le côté droit, pose des tuyauteries, puis par-dessus les tringleries et mains courantes.
39 - Même chose sur le côté gauche du corps cylindrique. De ce côté, les sablières reçoivent une échelle d’accès et une petite plate-forme en micro-métal déployé.
40 - Détails cendrier et autour, côté droit : commande de la grille, prise Flaman, vase d’aspiration ACFI.
41 - Détails cendrier côté gauche : volant, injecteur et sa tuyauterie.
42 - Détails vers pompe à air : réservoirs (récup’), graisseur, tuyauteries ACFI.
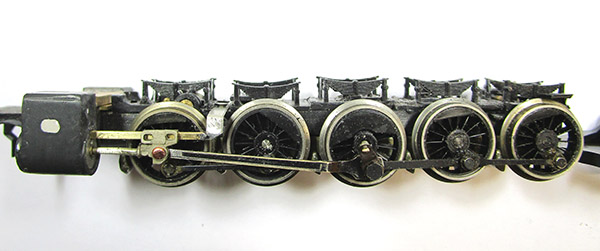
43 - Modification des manivelles d’origine, et préparation des pièces des arbres de distribution « Caprotti » (opérations expliquées en détails sur la notice accompagnant ces pièces M.T.)
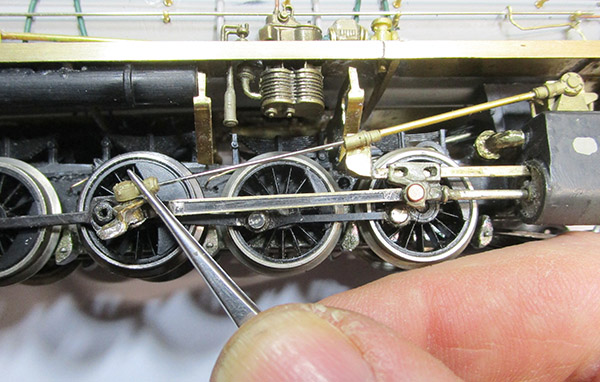
44 - Pose des arbres de distribution.

45 - Montage provisoire pour les essais.
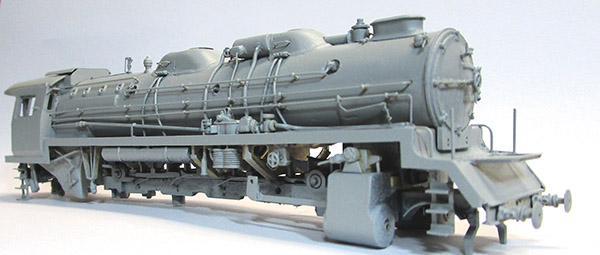
46 - Après ponçage des défauts de surface, passage d’une dernière couche d’apprêt avant celle de peinture noir mat.

47 - Si vous la préférez AVEC écrans, vous pouvez comme cet exemple lui en faire par modification d’une paire d’écrans M.T. Réf. ec 10 (pour 241 C 1 PLM).
LE MODÈLE TERMINÉ





LE MODÈLE SUR UN DÉCOR

Notre spectacle préféré. Le long serpent ondule et nous fascine …
PLANS POUR CONSTRUIRE LA G16


LISTE DES FOURNITURES
Éléments nécessaires :

- Châssis, abri, berceau de boîte à fumée de 150 X Jouef ou Roco
- Corps cylindrique de 241 P Jouef
- Bissel arrière de 141 R Jouef (le bissel « coale » = celui des R Jouef « charbon »)
- Bloc-moteur de tender à 3 essieux Fleischmann (040 D) ou Roco (050 B, 150 C..)
- Caisse de tender « type Nord » Jouef ou Rivarossi
- Récup’ de réservoirs d’air identiques longueur = 36 mm
- Tôle et profilés laiton, ou plasticard (l’Octant)
- Fils de maillechort dressé Diam. 0.30 – 0.40 – 0.50 (l’Octant)
- Fil téléphone et corde de guitare (pour tuyauteries ACFI)
- Fil de bronze phosphoreux Diam. 0.30 pour palpeurs de courant (L’octant)
Accessoires AMF 87 :
- Ensemble de 6 boîtes d’essieux Réf. A 342
- Jeu de plaques de numérotation
Accessoires Mécanic Trains :
- 1 sachet de supports de mains courantes moyens Réf. div 97
- 2 sachets de supports de mains courantes courts Réf. div 96
- Plaque de tôle antidérapante Réf. div 56
- Plaque de micro-métal déployé Réf. gril 04
- Plaque de différentes échelles Réf. div 28
- Plaque DANGER Réf. 22 B 02
- 2 jeux de marchepieds « OCEM » Réf. march 10
- Compresseur bi-compound Réf. pomp 01
- Pompe ACFI Réf. pomp 04
- Réservoirs-mélangeurs ACFI Réf. div 72
- Vase d’aspiration Réf. eta 10
- Injecteur Réf. inj 03
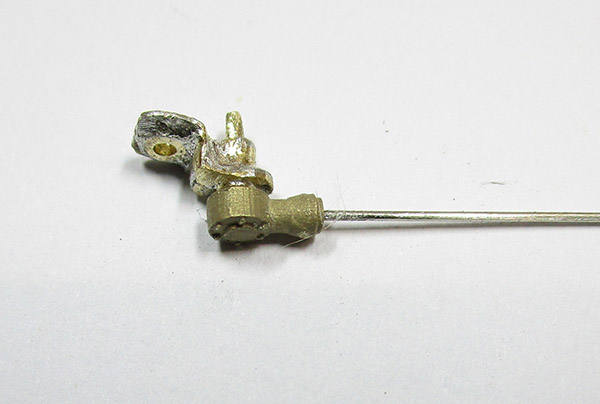
- Robinet de frein Réf. C 07
- Jeu de tampons Réf. T 03
- Attelages factices Réf. att 01
- ½ accouplements de freins Réf. att 02
- Traverse avant Réf. mik 06
- 2 Graisseurs Bourdon Réf. pomp 13
- Cadres de fenêtres Réf. encf 08
- Casquettes de fenêtres frontales Réf. jeep 21
- Bouchons autoclaves Réf. div 48
- Soupapes Réf. soup 07
- Sifflet Réf. sif 01
- Chapelles Réf. div 09
- 3 volants Réf. vol 05
- Vanne de souffleur Réf. vol 07
- Ensemble de pièces pour arbres « Caprotti » Réf. div 107